





供稿人:张海天 供稿单位:机械制造系统工程国家重点实验室 发布日期:2023-11-27
基于材料挤压的成形技术是一种3D打印方式,可以快速打印各种功能油墨。由于这些油墨的复杂流变性,以及基于材料挤压的3D打印的多个工艺参数,如何精确地控制指定的细小宽度的打印线形态是非常具有挑战性的。针对这一问题,探讨了关键的工艺参数,并将其结合在一起,建立了挤压喷嘴运动速度和高度两个归一化变量,揭示了这两个变量对印刷线条形态的影响。特别是,构建了由这两个归一化变量控制的相图,为设置工艺参数以实现印刷线的形态和宽度可控提供了一个完整的范围。在相图的指导下,通过控制工艺参数,连续印刷出具有复杂形态和多功能的链条。这项工作为快速打印高分辨率、多功能的复杂图案提供了见解。
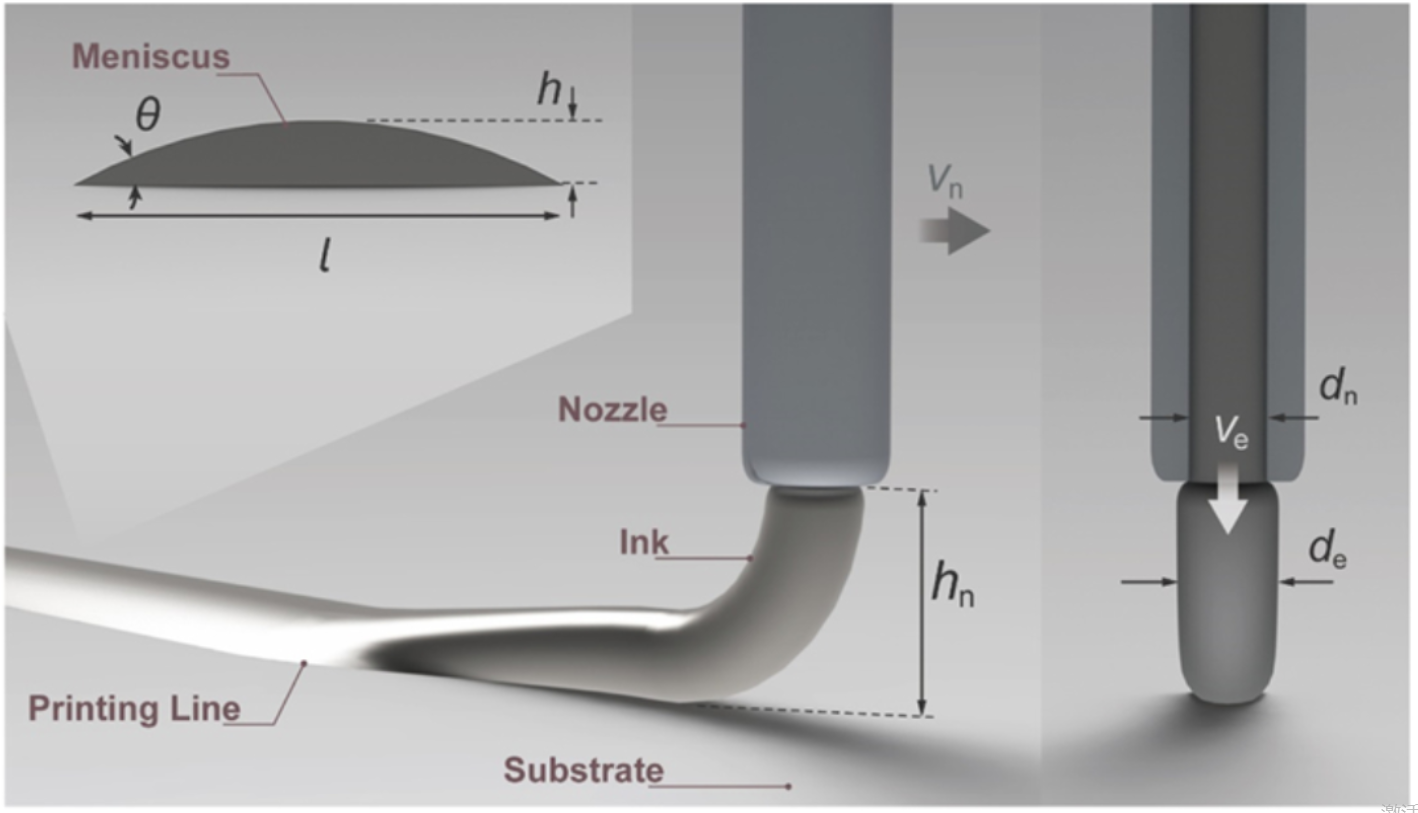
图1 典型挤出印刷工艺示意图
图1展示了典型的挤出印刷工艺。在空气压力下,墨水以v_e的速度在直径为d_n的挤出喷嘴中流动,同时挤出喷嘴以v_n的速度和h_n的高度移动。当油墨被挤出时,由于粘弹性,其直径扩大到d_e。由于自流平的特性,印刷的油墨会因界面张力而在承印物上铺开,最终形成宽度为l,高度为h的弯月面截面线。
在使用相同材料的情况下,墨水的打印行为模式取决于分配器的压力P、挤出喷嘴的内径d_n、挤出喷嘴速度v_n和喷嘴高度h_n。这些参数控制油墨印刷行为的原理非常复杂。为了简明描述各参数对打印过程的影响,该团队建立了两个归一化打印参数:归一化喷嘴挤出速度V和喷嘴高度H:
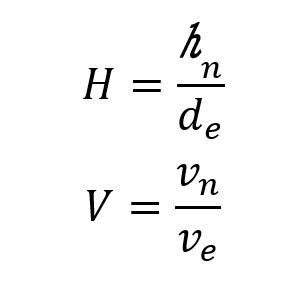
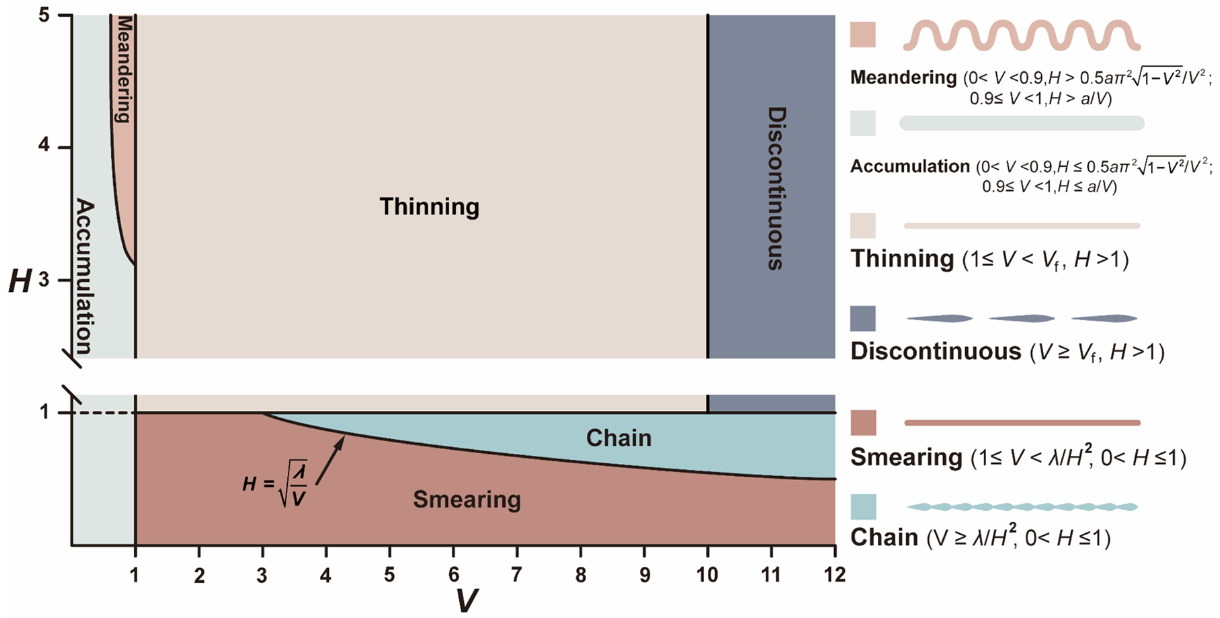
图2 线条形貌的定量相图(相图右侧为不同线打印行为模式下的线形貌)
如图2所示,该团队根据线形态打印模式的条件,通过对多个工艺参数的系统辨识、推导和验证,构建了基于两个归一化参数(V和H)的综合相图,全面覆盖了6种不同印刷线型的典型印刷模式。在相图指导下,可以通过编程改变V和H来连续切换打印模式,有助于提高打印分辨率,对快速打印传感器阵列以及不切换挤压喷嘴和墨水的情况下制作功能电路具有指导作用。