





供稿人:许学博、张航 供稿单位:西安交通大学机械制造系统工程国家重点实验室 发布日期:2023-07-25
碳化硅陶瓷是一种典型的难加工硬脆材料,在许多领域得到了广泛应用,由于通过烧结技术制备的SiC陶瓷的表面质量较差,并且SiC陶瓷是具有高硬度和脆性的硬脆材料,因此通过传统的加工方法很难获得高精度的SiC陶瓷表面,这限制了SiC陶瓷在精密制造领域的应用。随着激光抛光技术的发展,作为一种新的表面加工技术,利用飞秒激光抛光已成为硬脆材料精密加工的重要方法。
相关研究人员采用红外飞秒激光对SiC陶瓷进行烧蚀和抛光,计算了SiC陶瓷的激光烧蚀阈值,研究了脉冲能量和离焦量对SiC陶瓷表面形貌、表面粗糙度、抛光深度和飞秒激光抛光氧化程度的影响。
使用红外飞秒激光加工系统对SiC陶瓷的烧蚀和抛光进行了实验研究。红外飞秒激光加工系统示意图如图1所示。激光加工系统主要由飞秒激光器、高速扫描检流计系统、五轴精密运动系统、光路系统和控制系统组成。在实验中,使用激光扫描共焦显微镜和扫描电子显微镜观察SiC陶瓷加工前后的表面形貌,通过VK分析软件测量表面粗糙度和抛光深度,并通过EDS元素分析检测加工区域中的元素分布。
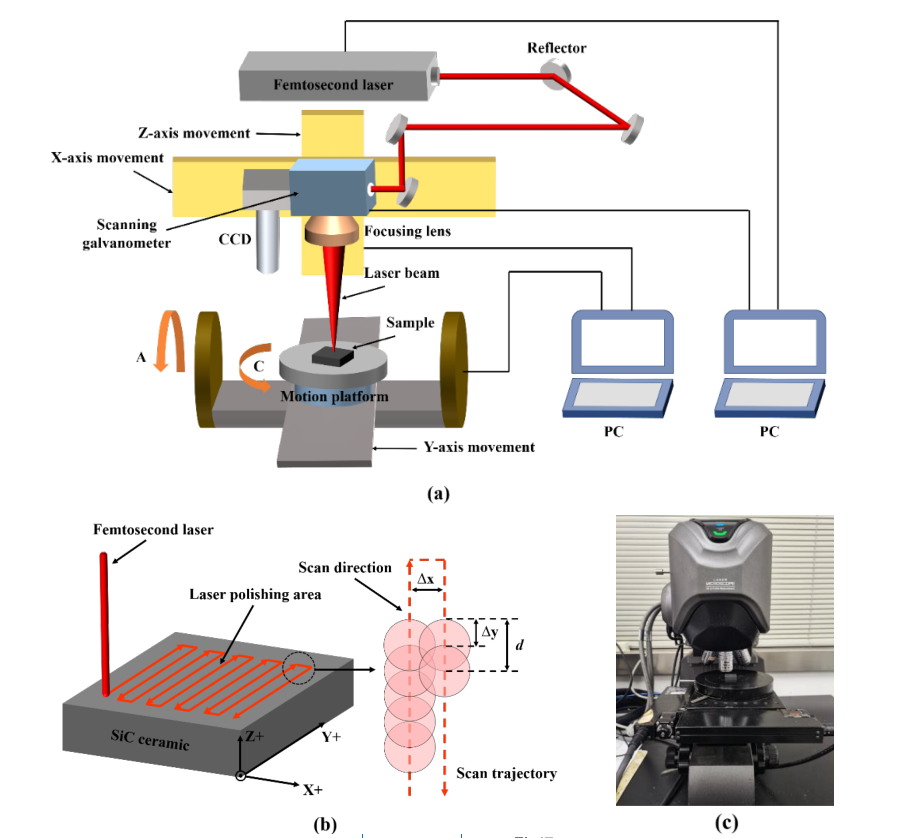
图1 红外飞秒激光加工系统示意图
在烧蚀过程中熔融材料不能及时排出,冷却和凝固后,在烧蚀孔的内壁和底部形成了重铸层。相关研究表明,由于SiC陶瓷在激光烧蚀过程中发生热分解和氧化反应,激光烧蚀SiC陶瓷形成的重铸层主要由SiC、Si和SiO2组成。
分别改变脉冲能量和离焦量,在激光重复频率为175kHz、扫描速度4812.5mm/s、扫描间距为2.5µm、扫描次数为4次的条件下,对SiC陶瓷进行了飞秒激光抛光实验。使用激光扫描共焦显微镜观察抛光表面的三维形态,如图2、3所示。

图2 不同离焦量(1kx)抛光后表面的三维形貌(a)-2mm;(b)-1mm;(c)0mm;(d)1mm

图3 不同离焦量下的元素含量(a)-2mm;(b)-1mm;(c)0mm;(d)1mm
实验结果表明,当脉冲能量为35µJ时,抛光表面质量最好,平均表面粗糙度最低,Ra=0.664µm。随着脉冲能量的持续增加,抛光表面出现剥落和裂纹,表面质量恶化,表面粗糙度值呈上升趋势。剥落和裂纹现象是由激光和材料的强烈烧蚀引起的。
在零散焦的情况下,获得最低平均表面粗糙度Ra=0.652µm,最大平均抛光深度4.874µm。同时,在抛光表面上产生周期性纳米波纹结构,并且当散焦量为3mm时,在抛光的表面上产生的周期性纳米涟漪结构的尺寸显著更小。
相关工作研究了飞秒激光与SiC陶瓷的相互作用机理以及脉冲能量和离焦量对飞秒激光抛光SiC陶瓷表面形貌、表面粗糙度、抛光深度和氧化程度的影响。得到了飞秒激光加工SiC陶瓷过程中相对最优的加工参数选择,对于飞秒激光抛光SiC陶瓷的工艺改进和技术进步具有重要意义。