





供稿人:宋发成 王玲 供稿单位:西安交通大学机械制造系统工程国家重点实验室 发布日期:2023-05-07
聚醚醚酮(PEEK)材料因具有良好的生物相容性,且机械性能与人体骨接近的特性适得其成为目前制造椎间融合器最常用的材料之一。传统的PEEK椎间融合器大多以PEEK棒料为毛坯,采用机加工的方式加工而成。这种加工方式往往伴随着大量的材料浪费并且限制了椎间融合器的外型设计。随着3D打印技术的发展,以增材制造的方式打印PEEK椎间融合器成为可能。目前这种3D打印的PEEK椎间融合器大多处于研究阶段,在临床上还未得到广泛应用。美国克里夫兰州立大学机械学院的Akshay Saini等研究者以熔丝制造技术(Fused filament fabrication,FFF)打印制造了PEEK椎间融合器,并研究了打印工艺参数对椎间融合器的机械性能和热性能的影响。
研究者参照ASTM标准(图1a)设计椎间融合器试样,并使用熔丝制造3D打印设备FUNMAT HT(Intamsys),以PEEK丝材(ThermaXTM)为原材料进行打印制造。所有椎间融合器样件打印时均采用以下打印工艺参数:栅格扫描方向为0°、填充率100%、层高0.2mm、打印速度为50mm/s。通过控制变量法改变打印机喷嘴温度(380℃、400℃、410℃)、热床温度(100℃、130℃)以及成型室温度(25℃、50℃、90℃)获得所需测试的样件,切片过程以及打印的样件成品如图1b所示。对所制造样件分别进行CT断层扫描(图1c)、热分析以及电镜观察,并按照标准ASTM F2077对样件进行机械性能测试。
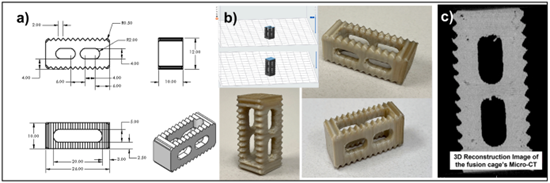
图1 熔丝制造3D打印PEEK椎间融合器
图2所示为在不同喷嘴温度下椎间融合器表面的光学图像和扫描电镜图像。图中黄色箭头所指区域的熔融粘合效果比其他区域更好,表明喷嘴温度在410℃时,层间熔融结合的更加牢固。椎间融合器表面扫描电镜图中,红色箭头所指区域为打印时形成的间隙和小孔,此间隙和小孔的存在将削弱打印样件的机械强度。随着喷嘴温度的升高,这类间隙及小孔随之减少,表明更高的喷嘴温度有助于加强层间结合作用。

图2 不同喷嘴温度下椎间融合器表面形貌
热分析结果数据(表1)表明,当热床温度、成型室温度以及喷嘴温度时,打印的椎间融合器的结晶度相应的提高。其中,当成型室温度增加到90℃时,椎间融合器的结晶度增加了29%,表明成型室温度对结晶的形成有显著作用。

表1 不同打印温度下椎间融合器的热性能
机械性能测试结果如图3所示,由图中可知提高喷嘴温度及成型室温度有助于提升融合器的刚度和强度。研究者还根据以上结果做出如下推论:首先,打印时使用较高的喷嘴温度避免间隙和小孔的形成,从而提高融合器的机械性能。第二,更高的成型室温度能够促进打印过程中的热传导,从而提高融合器的结晶度、整体强度、刚度和承载能力。第三,增加热床温度不能显著地增加融合器的强度。

图3 不同打印温度下椎间融合器机械性能
本研究得出结论,采用熔丝制造(FFF)工艺3D打印PEEK椎间融合器时,能够使得打印的融合器有最佳压缩强度的打印温度参数为:喷嘴温度410℃、热床温度130℃、成型室温度90℃。