





供稿人:王子涵 戚书豪 供稿单位:西安交通大学机械制造系统工程国家重点实验室 发布日期:2023-03-10
固化打印机可以分成三代,从刚开始的立体光刻,到后来的数字光处理,再到近几年的连续液体界面3d打印技术。连续液体界面(CLIP)这一技术相较于之前的立体光刻技术,打印机的打印速度有了明显的提高。这项技术的原理是将树脂盒的底板换成透氧板,在打印过程中,氧气进入到树脂下面,与氧气接触的树脂会抑制光固化,使底板上始终存在液态树脂,研究人员将这一区域称为死区。如图1,打印机工作时,通过投影连续序列的紫外图像,该图像由数字光处理成像单元生成,图像通过液体树脂下面的透氧透明窗,窗口上方会形成死区,在死区上方固化的部分被不断抽出,保证了零件运动的连续性。
对比立体光刻打印机来说,CLIP打印机的打印速度受树脂固化速度和粘度的限制,而不受逐层打印的限制。CLIP打印是连续的,不改变打印速度,提高投影图像的刷新率,会使打印件的表面光滑,减少切片痕迹。此外,研究人员还对死区的建立进行了研究,研究发现,当窗口下方使用纯氧时,死区厚度约为使用空气时的两倍,再者,死区会随着入射光子增加而变薄。然而,CLIP技术也有着很大的缺点,当树脂通过死区时会受到严重的质量传输限制,会产生粘附力,需要时间来进行平衡,这就使打印速度受到很大的限制。
为了解决这一问题,斯坦福大学的研究团队对CLIP技术进行了改进,该方法通过将树脂通过cad软件设计的微流体导管注入零件或 “高架桥” 进入到连续的液体界面中,以提供零件生产。类似于CLIP,该方法使用高透氧窗来创建死区,研究人员设计了高压流体注射系统,会将树脂送到指定位置,我们称之为3D打印注射连续液体界面法,简称iCLIP。
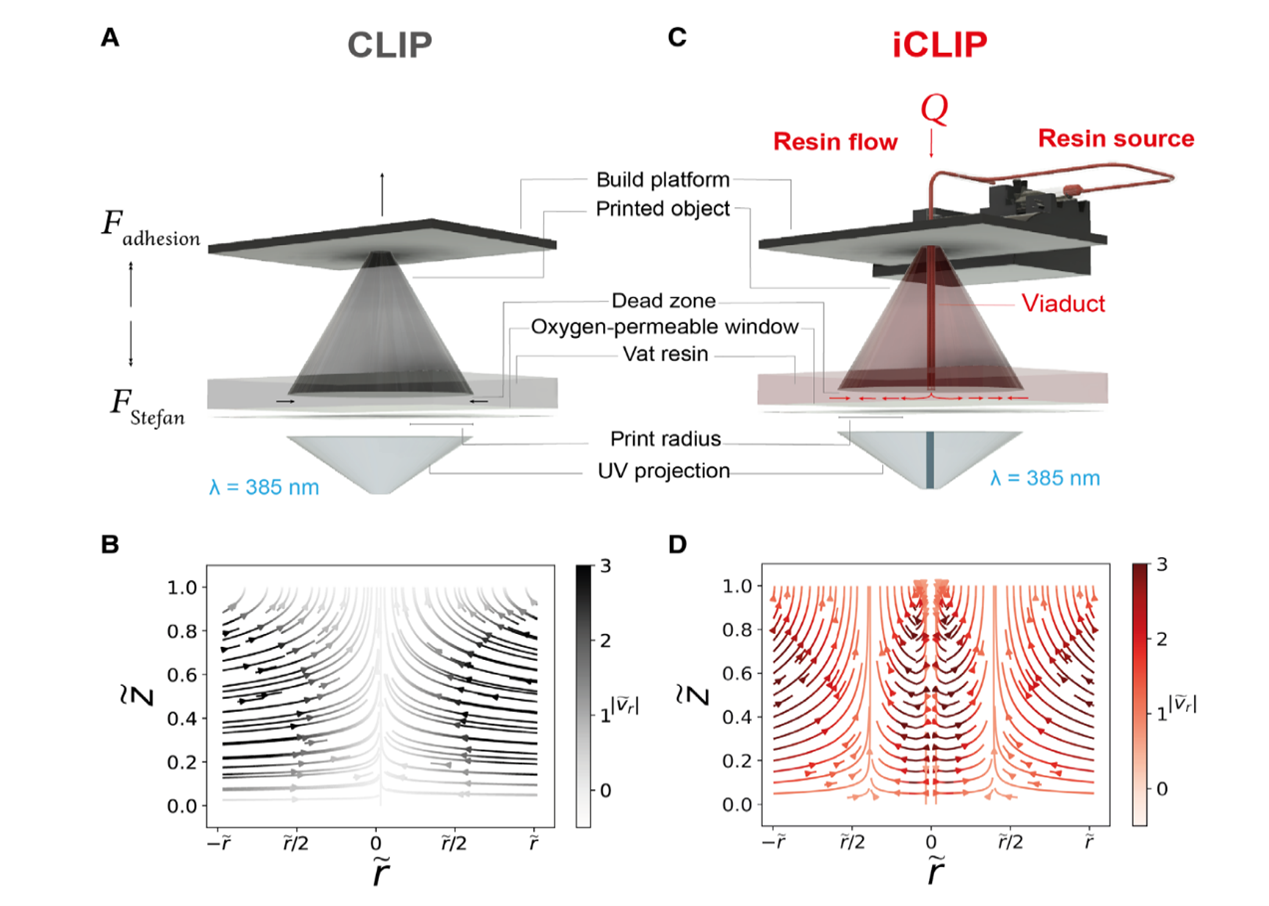
图1 CLIP与iCLIP打印机原理图
研究人员通过对比发现,“高架桥”可以减轻树脂在传输过程中所受到的力,对于大面积的部件几乎降低了两个数量级,并且消除了CLIP打印中的常见缺陷。iCLIP打印技术打印速度快,而且打印件的机械性能与CLIP打印机打印出来的零件差别不大。
CLIP打印技术在材料方面受到了很大的限制,填充树脂具有优异的机械性能,但是树脂粘性太大,会使树脂不能被动流过死区,为了量化这种限制,研究人员选用了粘度范围为100cP到7000cP树脂,用CLIP的方法进行打印,研究发现,粘性越大的树脂,临界空化压力越小。一些商用打印机通过减慢打印速度以留出树脂回流的时间,让树脂通过预热桶以降低粘度,但这都无法从根本上解决质量传输限制。而iCLIP技术通过机械的注入粘性树脂来抵消死区压力。单个“高架桥”对于粘度极高的树脂来说是不够的,为了保持在临界空化压力以上,可将管道设计到零件中,通过四个分叉的“高架桥“分配树脂可以改变气蚀。虽然与CLIP技术相比,提高了可打印树脂粘度的上限,但仍然会受到驱动粘性流通过狭窄通道力的限制。
目前同时用多种材料进行打印的方法都很繁琐,限制了打印速度,iCLIP技术通过机械注入不同的树脂,可以创造出多材料的复合结构,研究人员采用CFD仿真和微流体支持的多材料控制方法。为了证明模拟驱动对于复杂设计的可行性,研究者为复杂的建筑模型设计了注射轮廓,优化了“高架桥”和树脂流速。虽然在实现多材料3D打印方面不是唯一的,但与现有的基于液滴和挤出的多材料打印平台相比,多材料iCLIP利用连续的液体界面来实现高体积通量,iCLIP最大限度地减少了额 外的硬件附件,通过以时空控制的方式管理可调流量分布。

图2 多材料打印的模型
iCLIP,这是一种新颖的3D打印方法,在连续液体界面打印过程中使用主动控制质量传输,以协同提高打印速度,实现高粘度树脂的打印,并允许在不同的规模和可调的机械性能下同时快速打印多种不同的树脂。正在进行的优化现有iCLIP工艺的工作重点是对死区中的流动边界进行详细建模,以更精细地调整多材料梯度,优化流速以最大程度地减少Stefan粘附力和空化,并自动生成“高架桥”几何形状和注射轮廓以加速多材料iCLIP打印。iCLIP技术的未来工作将集中于测试更广泛的具有优异机械和电气性能的粘性填充树脂,以用于智能和传感器嵌入式产品设计,以及开发用于分析4D打印和软机器人等领域应用的多材料iCLIP结构的机械性能的预测模型。