





供稿人:齐晨云、鲁中良 供稿单位:西安交通大学机械制造系统工程国家重点实验室 发布日期:2022-07-19
使用粉末床的选择性激光熔融(SLM)技术不适合直接生产由不同材料制成的部件或组件。由于这一限制,在某些技术中无法使用SLM制造工艺,比如在单个步骤中生产复杂形状的部件时,将金属导体与电介质结合对于构成小尺寸的微波部件是非常有利,但是还没有单独使用该工艺的解决方案。
对此,法国国家太空研究中心的Frédéric Veron[1]等人提出了一种预先通过化学处理活化AlSi12合金,再使用SLM技术制造出金属与高介电常数陶瓷结合的三维结构的方法。铝在空气中易氧化,会形成致密的氧化铝薄膜,因此该团队利用这种钝化性和铝的氧化性,在粉末床上通过激光熔融制造包含金属和陶瓷区域的部件。
实现方法分为两大部分。首先,通过不同浓度的氢氧化钠溶液对AlSi12合金粉末进行化学蚀刻。这里的目的是转化涂覆合金颗粒的薄保护层,使其抗氧化保护性降低,并获得活化后的AlSi12粉末。下图表明使用氢氧化钠溶液对合金粉末进行处理后,初始晶粒表面上的非常精细和致密的氧化物层通过化学处理显著改性。此外,化学处理后的粉末表面层光学性能改变,粉末在SLM设备的激光波长(1070 nm)下吸光度从0.65增加到大于0.8,有利于提高成型效率。氢氧化钠进行的处理是为了增加合金粉末的反应性,但是合金粉末也必须保持主要的金属性质,熔化后,这些粉末必须形成导电金属区,因此,活化后需要通过压实后测试其导电能力。
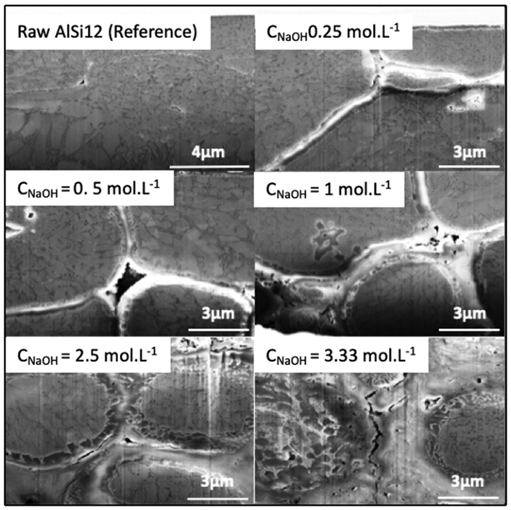
图1 未处理AlSi12粉末及用不同浓NaOH溶液处理AlSi12粉末压实颗粒的扫描电镜图。
第二部分是将活化的AlSi12合金粉末在SLM设备中加工。通过对成型参数的适当调整,通过激光粉末床熔融制造了结合金属导电区域和陶瓷介电区域的部件。
首先选择环境空气作为制造室的气氛(20%氧气和80%氮气),设定固化层厚度为50μm,激光束直径约75μm,制造金属导电区时,激光功率60W、扫描速度100 mm·s-1、两激光束路径间距50μm,激光能量密度12J·mm-2,所获得的材料是铝-硅金属合金,由于铝的部分氧化,该金属合金的铝含量比起始的AlSi12粉末少,尽管存在少量氧化物,SLM得到的合金具有导电性。制造陶瓷介电区时,激光功率60W、扫描速度1000 mm·s-1、两激光束路径间距1μm,激光能量密度60J·mm-2,所获得的材料是氧化铝。获得的样品如下图所示,其中和四部分是金属,而白色部分是介电陶瓷。介电陶瓷区域并不像主要由氧化铝组成的材料那样完全是白色的,考虑到样品中含有金属硅,所观察到的灰色阴影可能是由少量金属聚集产生的。
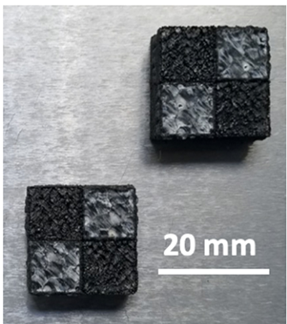
图2由导电区域(黑色)和介电区域(灰色)组成的多材料零件
但是如图3所示,陶瓷-金属界面不是完全光滑的,在大约200μm的厚度上可以观察到氧化物和金属的相互渗透,对于这种现象的改善仍有待研究。
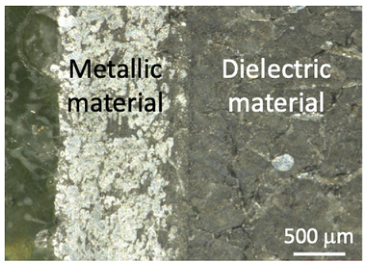
图3 SLM成型多材料零件中金属区域与介电陶瓷的界面