





供稿人:康友伟、田小永 供稿单位:西安交通大学机械制造系统工程国家重点实验室 发布日期:2022-01-16
连续碳纤维增强热塑性树脂(CFRTP)的3D打印技术具有突出的灵活性、低能耗和低成本等特点,可在航空航天工业中得到应用。熔融沉积成形工艺(FDM)是最常见的CFRTP 3D打印方法之一,该成形过程有许多影响产品质量与性能的参数,为了明确成形工艺参数对产品性能的影响规律,找到改善打印工艺的办法,过往的研究有关于温度、压力、打印速度、喷嘴结构、打印路径、材料改性等与样件力学性能的关系。而李会民副教授等人研究了真空中打印连续碳纤维增强PLA复合材料(CFRPC)的机械性能,研究团队利用自行开发的连续碳纤维预浸丝打印了样件,比较了在大气和真空中打印的CFRPC的机械性能,分析了工艺参数与真空打印样件的力学性能之间的关系。
真空3D打印CFRPC的设备由真空室、送丝机构、喷嘴、控制系统等组成。真空室与真空泵相连,在真空打印过程中保持-0.099MPa的真空度,送丝机构固定在打印头上,确保耗材稳定提供给喷嘴,为了防止纤维在喷嘴处断裂和堵塞,喷嘴直接设计为1.2mm,喷嘴移动速度与喂料速度一致。真空3D打印CFRPC的设备原理示意图、设备实物照片和打印的复杂结构见图1。
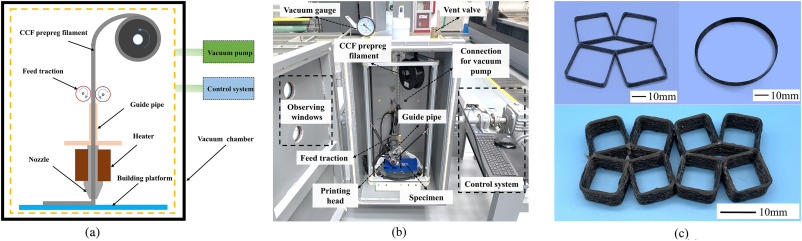
图1 真空3D打印示意图(a)和设备(b)及其打印的复杂结构(c)
本研究中3D打印样件的机械性能主要评估的是弯曲性能,研究人员通过扫描电子显微镜观察了预浸丝和试样断裂横截面的微观结构(见图2),通过DSC测得预浸丝的热性能,确定了打印温度范围,采用X射线显微计算机断层扫描测试了样件的孔隙率,并分析了打印环境是否为真空、打印温度、打印速度、层厚对样件弯曲性能的影响。
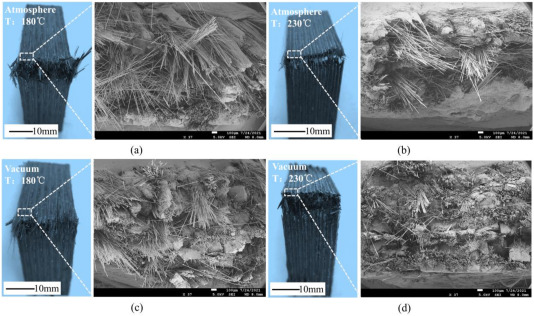
图2 在大气(a, b)和真空(c, d)中打印的试样横截面的微观结构
研究结果显示,与大气环境下打印试样的性能相比,真空打印试样的弯曲强度和模量分别提高了24.51%和8.35%,真空打印试样的孔隙率为4.18%,低于大气打印试样的孔隙率。可以解释为,在真空环境中,传热方式主要是通过复合材料的热传导,负压作用提高了复合材料的结合性能,降低了孔隙率。