





供稿人:孙啸宇 张航 供稿单位:西安交通大学机械制造系统工程国家重点实验室 发布日期:2021-12-26
上海交通大学Hong Shen等研究者提出了先用高烧蚀精度的皮秒脉冲激光加工(PLM)去除表面波纹,再用低功率连续激光抛光(LP)改善表面质量两步的方法来对激光金属沉积制造的Ti6Al4V零件进行激光表面处理,如图1所示。并经过实验验证了采用这种两步的表面处理方法,可以大大改善零件的表面质量,与原始激光金属沉积制造的零件表面相比,粗糙度能够提高90%以上。
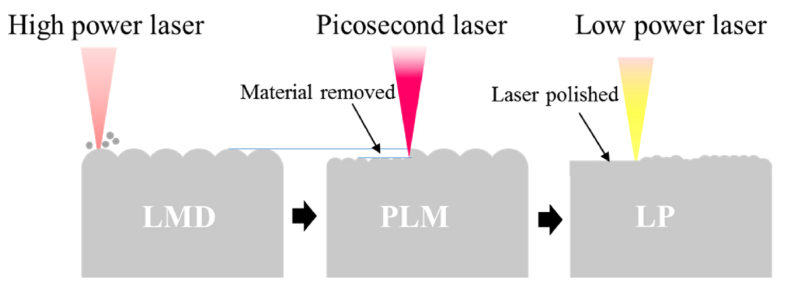
图1 针对激光金属沉积表面两步的处理策略示意图
增材制造技术在航空航天、国防、汽车和医疗植入等领域的各种应用中不断发展。选择性激光熔化技术(SLM)和激光金属沉积(LMD)技术是增材制造技术中广泛探索的两种主要方法。但是由于“阶梯效应”和粉末粘附在表面上,导致SLM和LMD成型出的金属零件表面质量非常差,需要进一步的表面处理才能够应用。而传统的机械研磨和化学抛光有许多缺点:机械抛光难以在复杂表面上实现,电化学抛光是一种非选择性过程。激光抛光作为一种新型表面处理方法具有工艺持续时间短、重复性高、无磨料等优点,但是对于LMD成型的具有大波纹的零件表面,激光抛光的小熔区往往不能直接去除表面的波纹和大凸起。而Hong Shen提出的两步的激光表面处理方法就可以很好地解决这个问题。

图2 不同激光处理后的表面扫描电子显微镜图,(a)LMD成型后原始表面;(b)皮秒激光处理后表面;(c)皮秒激光和激光抛光处理后的表面
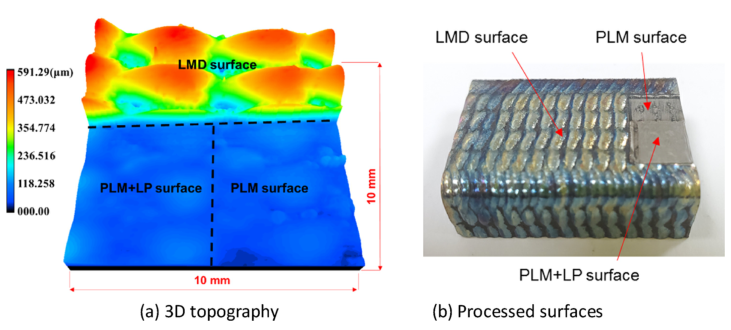
图3 不同激光处理后的表面形貌三维图和实物图
从图2和图3可以看出皮秒脉冲激光加工可以有效地去除材料,并获得相对光滑的表面,使原始LMD成型表面上的大波纹去除。然而,皮秒激光加工后,表面仍然不是很光滑,再采用低功率的连续激光熔化表面材料,熔化的材料熔体在重力和表面张力的作用下流动,从而获得非常光滑的表面。 近年来随着增材制造技术的发展,通过增材制造成型的零件越来越多。这种两步激光表面处理的方法给金属增材制造件的表面处理提供了新思路,为SLM和LMD成型零件的实际应用提供了条件。