





供稿人:黄小康 发布日期:2017-06-12
选区激光烧结是一种最早建立起来并且广泛应用的增材制造技术之一[1],其是一种基于离散堆积成形思想的增材制造技术,它通过激光产生的热量快速熔化粉末材料,然后通过一层一层的粉末不断的铺平和扫描,层层叠加,最终完成零件的加工制造[2]。目前在航空航天、汽车等领域对大型复杂结构零部件的快速成型面临着迫切需求,而大型的激光选区烧结装备与工艺面临着诸多难题,其中很重要的一项就是大尺寸预热系统的均匀性控制。
西安交通大学田小永团队受国家高技术研究发展计划(863计划)支持,研发多材料(覆膜砂、PS粉和尼龙粉)大尺寸(2m×2m)多光源大型激光烧结成型装备,大尺寸预热系统作为研制大型SLS设备的核心技术,能否达到预热系统的技术指标决定着研发大型激光烧结成型设备的成败。
研究表明,随着加热层距离粉床高度的增加,粉床高温区域逐渐由粉床边缘向中心移动,由此提出通过构建多层加热层将大面积粉床划分为多个预热区域,通过分区域预热控制实现大面积粉床的均匀预热,如图1所示,根据加热层距离粉床的高度不同,将加热层划分为高层加热层与低层加热层,不同高度加热层对于粉床的高温影响区域是不同的,高层加热层对于粉床的高温影响区域在粉床中心,低层加热层对于粉床的高温影响区域在粉床边缘,热像仪捕捉粉床全区域温度场实时数据,同时温度采集模块提取不同高度加热层对应的粉床高温影响区域的最高温度值并且传送给信号转换模块,信号转换模块将接受的温度数值信号转换为温度控制模块可以识别的电流信号,温度控制模块通过多个独立PID控制,设定预热目标温度值,分别控制各个加热层的输入电压,进而将各层加热层对应的粉床高温区域的温度场稳定在同一温度设定值附近。由此实现大尺寸粉床的均匀预热。
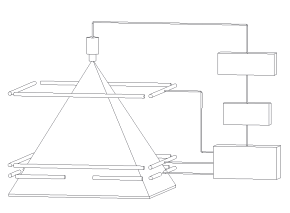
图1 分区域预热控制原理图[3]
图2所示,通过采用分区域预热策略,粉床温差为5.1℃,效用较为明显,满足了尼龙12材料激光选区烧结的工艺要求。
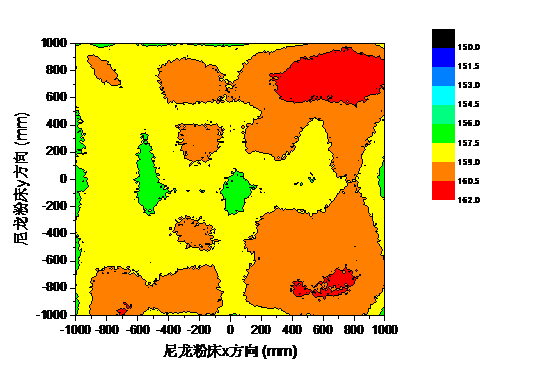
图2 粉床温度场分布云图[3]