





供稿人:刘小栋、连芩 供稿单位:机械制造系统工程国家重点实验室 发布日期:2020-03-19
北京理工大学方岱宁院士团队采用光固化3D打印技术成形SiC陶瓷复杂结构件,并对脱脂件进行前驱体浸渗并热解(PIP)以提高陶瓷零件的致密度和强度。
实验采用1.6己二醇二丙烯酸酯(HDDA)及三甘醇二乙醚基醚(DVE-3)作为单体,SiC粉体(平均粒径:1.1μm)作为原材料,以TPO为光引发剂,以KOS110为分散剂,制备了固相含量为30vol%、35vol%、40vol%的光固化SiC陶瓷浆料,剪切速率为60s-1时其黏度分别为951mP.s、1250mP.s、1737mP.s,固化厚度分别为75μm、66μm、48μm。利用面曝光固化3D打印设备对制备的SiC陶瓷浆料固化成形,成形过程及成形结果如下图1所示,其中曝光强度为7500μw/cm2,曝光时间为90s,紫外光波长为405nm。对成形的SiC毛坯件在氮气氛围下脱脂,首先将毛坯件以0.5℃/min的加热速率加热到800℃,然后在800℃浸泡2h,然后自然冷却至室温。
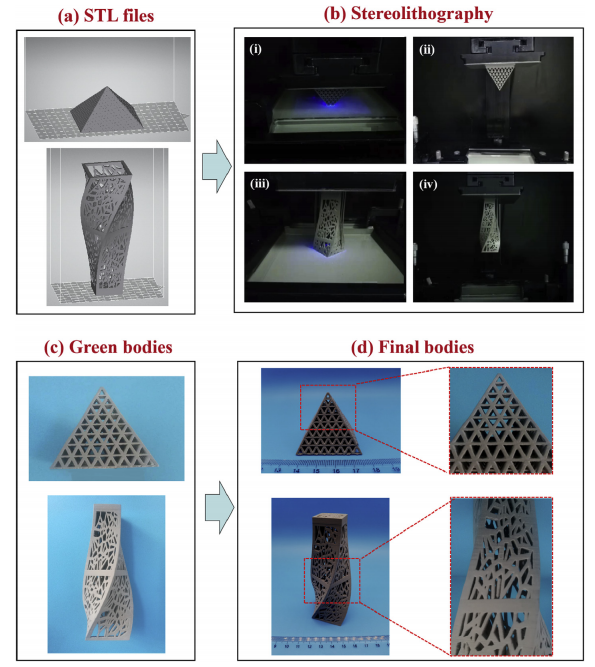
图1 SiC陶瓷结构光固化成形
为了提高成形件的致密度和强度,对SiC脱脂件进行前驱体浸渗和解热,采用的前驱体由PCS与DVB以1:0.5的比例混合而成。将脱完酯的SiC件浸入到前驱体中,并在60℃下固化1h,之后在惰性气体条件下在1200℃热解1h,热解工艺循环进行8次,得到致密的SiC陶瓷结构件。
经过多次浸渗与热解后,各固相含量SiC陶瓷件致密度提高,最终产物为SiC,强度也分别提高到142.1MPa、204.6Mpa、184.2MPa。
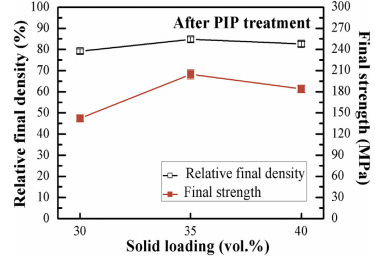
图2 经PIP后SiC零件强度和致密度
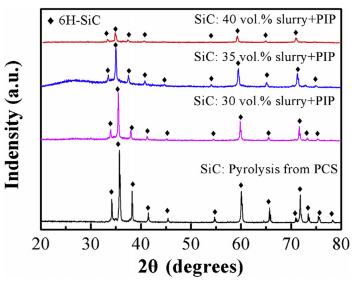
图3 经PIP后SIC零件成分
结果表明,本研究制备的SiC陶瓷浆料可用于面曝光固化成形,成形件没有明显的毛刺、毛孔、裂纹以及断裂情况。经过前驱体浸渗与热解后,最终的SiC陶瓷件表现出较高的相对密度和强度,并且热解产物全部为SiC,没有产生其他相成分。这表明可以结合面曝光固化技术和前驱体浸渗与热解技术制造复杂结构SiC陶瓷件。