





供稿人:郑纪豹、王玲 供稿单位:机械制造系统工程国家重点实验室 发布日期:2020-03-04
通过模拟自然界中珍珠层、鳄鱼皮、乌龟壳等结构可制备多材料复合结构,能够克服均质材料性能折中效应,有效提高材料力学性能。目前众多学者对自然界中复合材料进行仿生材料制备来改善现有的材料属性和功能。而3D打印技术可根据材料分布需求,通过多喷头打印实现多材料的分区打印,为仿生结构的制备提供了新的制备途径。本文基于Voronoi单元对珍珠贝结构建模,并使用多喷头打印机制备不同结构的珍珠层结构,并对其能量吸收、材料界面结合等性能进行研究。
模型建立:复合材料每层设计为Voronoi单元图案来模拟珍珠贝结构中相邻薄片的排列,在所建立模型中通过随机分配种子生成Voronoi单元图案,通过控制模型参数控制Voronoi单元图案中的形状和尺寸,最终得到不同类型的珍珠贝结构,将每层结构设置为不同的Voronoi单元图案,得到最终的珍珠贝三维结构,如图1-c、1-d所示。
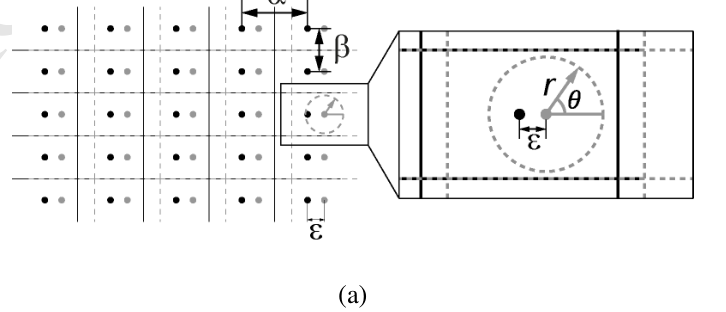
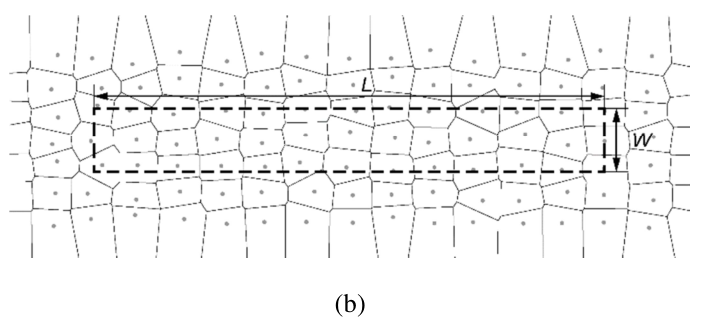


图1.通过不规则排列种子产生Voronoi单元
所生成的Voronoi单元存在较小的边界,如果边界小于或者等于打印喷嘴直径,这种段边界在3D制备过程中会降低复合材料的成型质量,因此对所生成Voronoi单元进行修正,通过删除短边界、合并相临边、延伸相临边的方式修正Voronoi单元,具体操作如图2所示。

图2.对于所建立模型及短边的简化示意图
基于熔融沉积打印工艺,使用多喷头打印机制备珍珠贝结构,基体材料为PLA,TPU材料,喷嘴直径0.4mm,PLA打印温度为210℃,TPU打印温度222℃,PLA和TPU打印速度分别为20mm/s和10mm/s,为保证PLA与打印底板的稳固粘结,在第一层打印PLA打印温度提高至225℃,底板温度为75℃,制备不同单元结构的120mm×15mm×7mm三点弯曲样件,如图3所示,其中图3-a为单一的PLA材料的均质结构,图3-b没有使用Voronoi单元的V型夹层结构,图3-c、3-d、3-e为不同尺寸Voronoi单元结构。


图3 制备不同类型的珍珠贝结构
样件1在较小的位移下拥有较大的载荷,样件2-1和2-2具有不同的力位移曲线,说明样件2这种结构的力学性能与施加载荷的位置有关,在样件3到5中,样件5拥有最大的弯曲载荷,而样件3和样件4因PLA在弯曲过程中不能起到较大的作用造成其弯曲载荷较小,简而言之,样件3、4为力学性能相当于一种强度较低的均质材料,在所研究结构中能量吸收评价中,样件5的能量吸收能力最好。
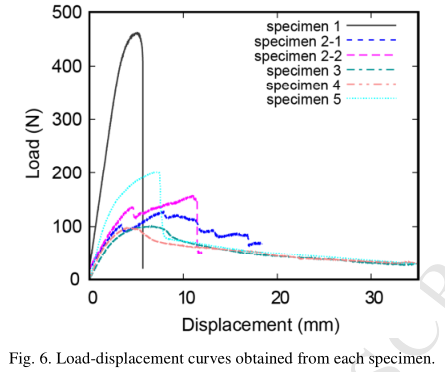
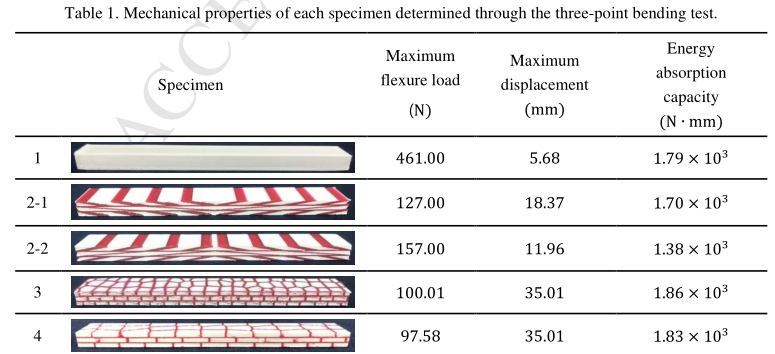


图 4 能量吸收测试方式及结果
通过拉伸测试测量PLA与TPU材料界面结合强度,同时建立材料界面强度有限元模型模拟材料界面结合失效过程,最终实验结果与有限元模拟结果近似,如图5所示。
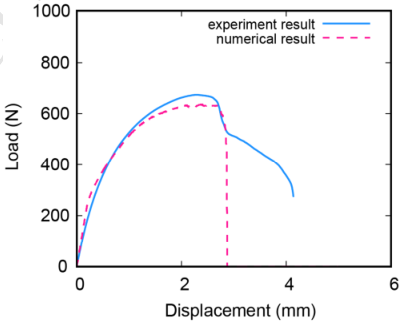
图5 材料界面连接强度测试
通过熔融沉积打印的方式制备了多种珍珠贝仿生结构,并对所生成Voronoi单元进行修正改善了打印结构质量,通过三点弯曲测试发现珍珠贝结构降低了材料强度而提高材料的延展性能,通过拉伸测试研究了PLA和TPU界面结合强度,并建立材料界面的结合的有限元模型,有限元结果与实验结果相一致,在未来的研究中,可进一步通过3D打印的方式制备更为复杂的仿生复合材料,以提高材料力学性能。