





供稿人:单存清-王玲 供稿单位:机械制造系统工程国家重点实验室 发布日期:2019-06-03
FDM工艺的典型材料是常见的热塑性聚合物,比如聚乳酸(polylactic acid,PLA)、丙烯腈-丁二烯-苯乙烯共聚物(acrylonitrile-butadiene-styrene,ABS)、聚醚酰亚胺(polyetherimide,PEI),这些是针对业余爱好和通用市场以及高性能工程部件的最具代表性的示例。然而,对于功能应用,与常规的挤出和注塑成型部件相比,由逐层制造引起的各向异性机械性能是FDM成型部件的典型缺点和限制。
目前流行的FDM工艺材料大都是非晶态聚合物,只有极少部分具有较低结晶度的半结晶性聚合物(如PLA、尼龙)被用于制作FDM工艺丝材。因此,需要来发更多可作为FDM技术的半结晶性塑料。
聚丙烯(polypropylene,PP)是最常见的用于消费品和技术产品中的半结晶热塑性聚合物材料。它具有卓越的机械性能,出色的加工性能,高耐化学性,低密度。 此外,PP还易于改性以满足各种应用,比如通过与乙烯共聚,以及通过与添加剂和填料配混来进行。 聚丙烯 - 乙烯无规共聚物(Polypropylene-ethylene random copolymers,raco PP)在薄膜和刚性填料等应用中起着重要作用。由于乙烯单元的加入,共聚物具有较低结晶度,使raco PP具有良好的透明度和柔软性,并且具有较好冲击强度,也使其有希望用于FDM加工。
因为PP等半结晶聚合物在冷却时表现出高体积收缩,导致打印出现较明显的翘曲变形,只有少数研究集中在使用PP作为FDM打印原材料。但是,相比出现可接受的翘曲,打印件具有更好的机械性能更加重要。目前为了开发FDM原料,一般使用标准的单螺杆长丝挤出对纯聚合物进行配混和加工,使用这种方式需要相当长的时间和至少1千克的材料用于挤出工艺优化,以实现令人满意的长丝质量,用于进一步的FDM成型。直到目前还没有建立起针对半结晶聚合物以及共聚材料进行有效的FDM打印材料并且对打印性能(如翘曲程度,结合强度)进行评估的筛选方法。
德国拜罗伊特大学的研究者开发了一种加工方法用于FDM材料的筛选,它只需要少量的聚合物,再通过打印薄壁几何结构对材料的打印性能进行评估。研究者先将少量(8.5g)原材料在锥形混合器中混合均匀,然后注塑成型6支直径3mm长度14cm的短杆,再使用改造过的FDM打印机以准备好的短杆为耗材打印方形单壁试样测试打印件翘曲程度以及结合强度(图1)。机械性能的测试方法是从方形单壁试样的壁上截取力学测试样件,分别沿打印方向0°和90°截取,对应打印方向强度和层间结合强度。方形单壁样件为每层只有一条路径,这样是为了排除线间打印的孔隙对层间结合强度测试结果的影响。


图1. 翘曲变形测量(左)力学测试样件截取(右)
研究者采用以上方法将三种不同的PP注塑原材料与两种现有的FDM PP连续长丝耗材,以及一种ABS连续长丝耗材的打印性能进行对比,如图2、3所示试验结果显示:1)材料结晶度越高,打印件的翘曲变形程度越高;2)0°试样相较于90°试样具有更高的拉伸强度和断后延伸率;3)相比其他两种PP材料,材料raco PP 2具有更好的打印性能。
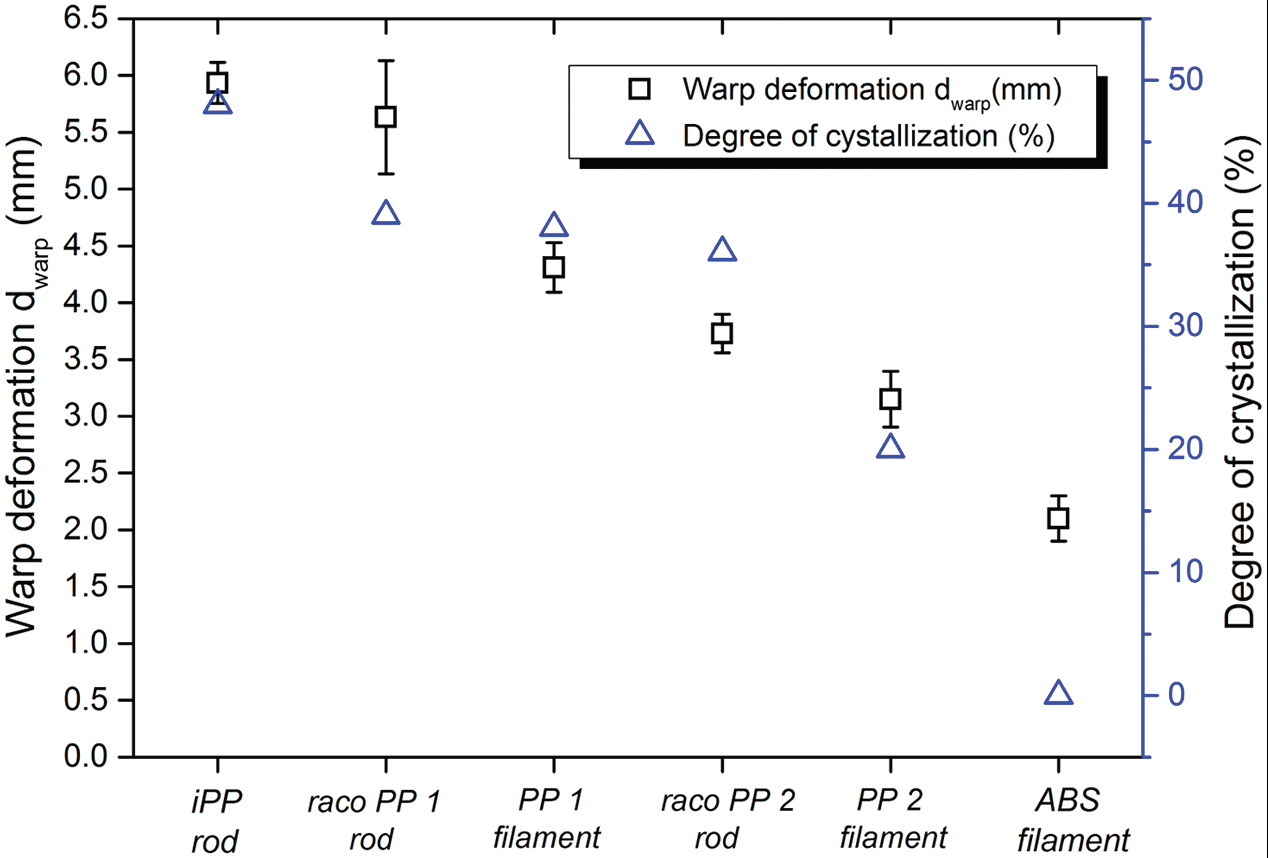
图2. 材料的翘曲变形与结晶度
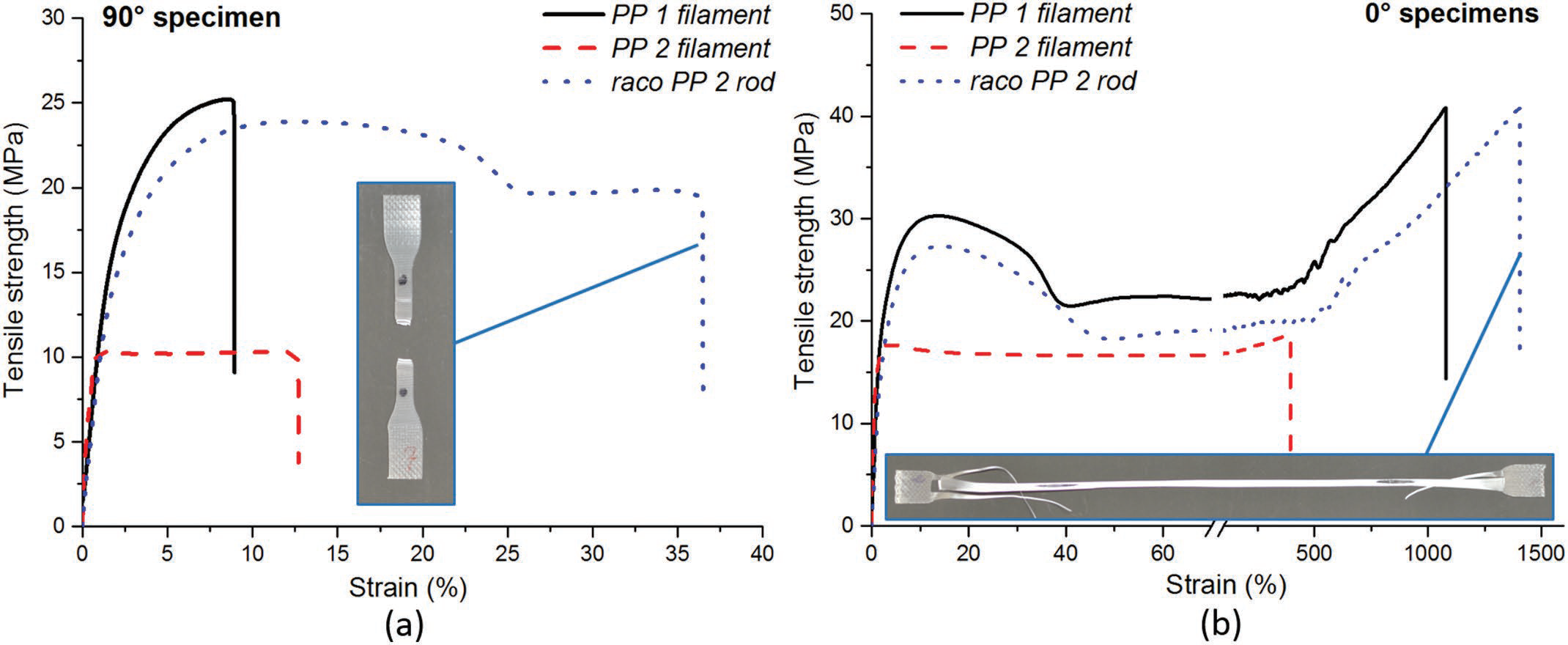
图3. PP材料拉伸应力应变曲线