供稿人:单存清、王玲 发布日期:2018-07-26
经典的熔融沉积成型工艺(FDM)虽然在制造复杂结构件方面具有先天优势,但是运用该技术制造的构件依旧存在强度不足,耐热性较低的问题。为提高制品的强度, 使用轻质高强度的纤维增强材料是一种非常有效方法。有研究者将短切纤维混入树脂材料并加工出可供FDM使用的纤维增强丝材,虽然采用这种短切纤维增强的丝材继承的典型FDM工艺成型复杂几何形貌构件的优势,但是其对制品强度的增强效果并不十分明显,还不能够满足我们所期待的高强度要求。与短切纤维增强材料相比,连续纤维增强材料能很大程度的提高制品的强度,但是由于纤维连续的限制,此成型方法在成型复杂结构件方面的能力存在欠缺。
为解决上述连续纤维增强的成型问题,来自日本呉工业高等专门学校的研究人员MY和YK设计并制造出了一种新型挤出喷头(如图1)。
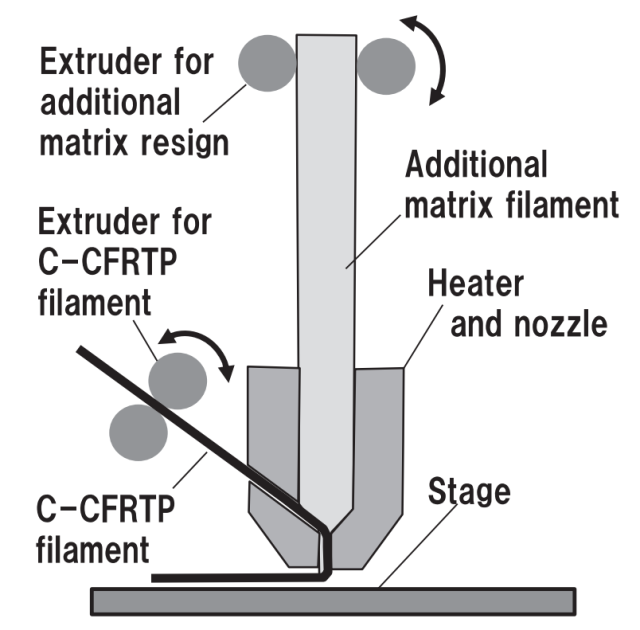
图1 MY和YK设计的喷头
与常见的连续纤维增强设备不同的是,该喷头采用两个进给装置,分别控制连续碳纤维增强热塑性丝材和附加树脂丝材的进给。他们使用的连续纤维增强热塑性丝材是将PA6包裹碳纤维制成的直径为0.3mm的丝材,其中碳纤维体积含量Vf控制在50%,附加树脂材料采用的是尼龙645。使用该喷头打印的单层截面如图2所示,单层的下部分为连续纤维增强热塑性材料,上部分为附加树脂材料,从图中可以看出,附加树脂材料能够很好的弥补纤维增强材料的沟壑,减少打印过程中孔隙的产生。
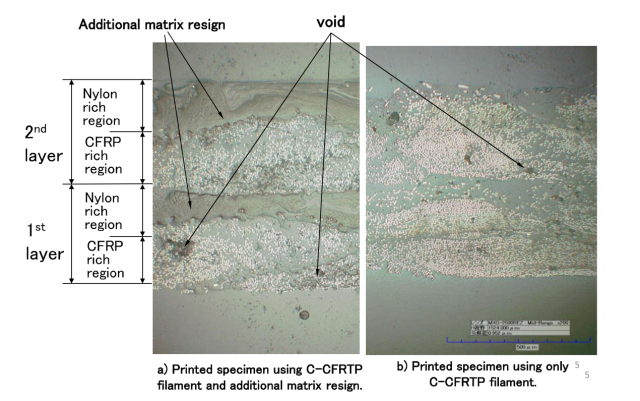
图2 打印件单层截面图
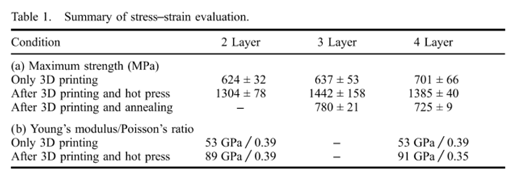
另外,MY和YK使用他们研发的设备制备出拉伸试样并进行了力学拉伸试验,试验结果显示试样的弹性模量E达到53Gpa,泊松比γ0.39,拉伸强度σb 701Mpa。
根据MY和YK的观察总结,他们推测成型件打印单层内部孔隙的存在对制品的力学性能有着非常显著的影响,由此假设随后他们根据材料的性质确定合理的热处理工序对试样进行了热处理和热压处理,以期消除内部孔隙。结果显示热处理并没有显著提高试样的抗拉伸性能(20%),但热压处理后的试样比不做处理的试样弹性模量和抗拉强度提升了一倍。研究者认为热压处理消除了单层中的孔隙,才使制品的力学性能产生如此显著的提升。
表1不同热处理工艺力学性能比较